


Category
Recommended products







Low Energy Consumption Cryogenic Gas Production Air Separation Unit Liquid Nitrogen Oxygen Generator for Fluid Storage
Overview Cryogenic Air Separation Ultra-Pure Liquid Oxygen Equipment Product Description Our cryogenic separation equipm
Overview
Basic Info.
| Model NO. | 1Nm3/H-10000Nm3/H |
| Condition | New |
| Certification | ISO, GB |
| Voltage | 380/220V 50Hz or Customized |
| Core Selling Point | Energy Saving/High Efficiency |
| Raw Gas | Fermentation/Lime Kiln/Chemical/Flue Gas |
| Production Rate | 100kt/a |
| Transport Package | Wooden Case or Container |
| Trademark | WOBO |
| Origin | China |
| HS Code | 8419609090 |
| Production Capacity | 100set/Year |
Product Description
Cryogenic Air Separation Ultra-Pure Liquid Oxygen Equipment
Product Description
Our cryogenic separation equipment is specifically designed to deliver ultra-pure liquid oxygen, meeting the stringent requirements of various industries such as healthcare, aerospace, and industrial applications. Our equipment employs advanced cryogenic technology to ensure efficient and reliable separation processes, producing high-quality liquid oxygen. Depending on the liquid production capacity and oxygen ratio, we utilize processes such as ambient temperature molecular sieve purification, low-pressure circulation with cryogenic refrigeration, or medium-pressure air circulation with high and low-temperature expansion refrigeration to achieve a liquid oxygen purity of over 99.9999%.Technological Process
The process of cryogenic separation in our equipment begins with the intake of air containing oxygen. Our specialized cryogenic separation equipment is designed to extract ultra-pure liquid oxygen, adhering to the stringent requirements of industries like healthcare, aerospace, and industrial applications. Employing advanced cryogenic technology, our equipment ensures efficient and reliable separation processes, resulting in the production of high-quality liquid oxygen. The specific process employed depends on the liquid production capacity and oxygen ratio. In one method, we utilize ambient temperature molecular sieve purification. This involves passing the air through a molecular sieve, which selectively adsorbs impurities and allows oxygen to pass through, resulting in purified oxygen. Another method involves low-pressure circulation combined with cryogenic refrigeration. Here, the air is subjected to low pressure and then cooled to cryogenic temperatures using refrigeration systems. The cooling causes the oxygen to condense into a liquid state, which is then separated from the remaining gases. For certain applications, we employ a medium-pressure air circulation method combined with high and low-temperature expansion refrigeration. In this process, the air is circulated at a medium pressure and then subjected to high and low-temperature expansions using refrigeration mechanisms. The oxygen liquefies during the expansion stages and is subsequently separated from the other components. Regardless of the specific process used, our cryogenic separation equipment ensures that the resulting liquid oxygen achieves an ultra-pure state with a purity level exceeding 99.9999%. This level of purity is essential for applications that demand minimal impurities and require the highest quality of liquid oxygen. With our state-of-the-art cryogenic separation equipment, industries can rely on a consistent and reliable supply of ultra-pure liquid oxygen, meeting their stringent requirements for various critical applications.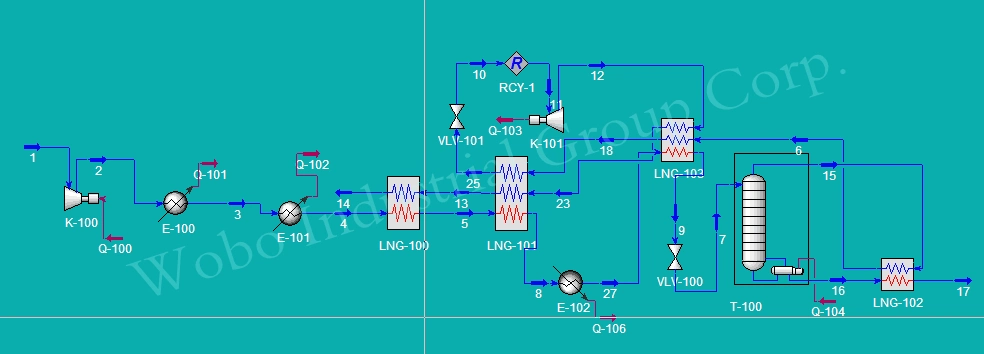
Product Parameters
| Applicable Gas | O2 | |
| Crafts | CATALYTIC+ABSORPTION | |
| Impurity | Inlet | Outet |
| PPM | PPB | |
| H2O | <3 | <1 |
| CO2 | <1 | <1 |
| CO | <1 | <1 |
| H2 | <1 | <1 |
| NMHC | <1 | <1 |
| CH4 | <2 | <1 |
| Particles | -- | ≤10pcs/m3>0.003μm |
| Standard Flow Rate | 1Nm3/H-10000Nm3/H | |
Equipment Advantages
1. Independently developed, designed, and manufactured high-purity carbon dioxide, liquid oxygen extraction and separation equipment. 2. The purity of carbon dioxide and liquid oxygen can all reach 6N (99.9999%),fully meeting the requirements of industries such as semiconductors, flat panel displays, aerospace, and medicine. 3. The domestically produced and operated largest neon-helium separation equipment, with a neon gas production capacity of up to 90,000 Nm3/year, has provided more than 20 sets of krypton-xenon pre-concentration equipment and 8 sets of krypton-xenon refining equipment to domestic and foreign manufacturers. 4. The cryogenic air separation equipment can be scaled up or down according to the required production capacity. Whether it is a small-scale laboratory setup or a large-scale industrial factory, cryogenic distillation technology offers flexibility and scalability to meet different production requirements. 5. The cryogenic air separation process has a relatively low environmental impact. Gases are cooled and distilled at low temperatures without the need for chemical reactions or significant energy-intensive processes. Recovered gases, especially helium, are a limited and valuable resource that can be effectively protected and utilized. 6. Customized production can be achieved to meet the diverse needs of different customers.
Applications
Cryogenic air separation equipment plays a crucial role in the production of ultra-pure liquid oxygen for a wide range of applications in various industries. Here are some key applications where cryogenic air separation equipment is utilized: 1. Etching Process: Our cryogenic air separation equipment provides a reliable source of ultra-pure liquid oxygen for the etching process in chip manufacturing. The high purity of liquid oxygen ensures precise and controlled etching of semiconductor materials, resulting in improved chip performance and yield. The efficient separation process of our equipment guarantees a consistent supply of pure liquid oxygen, enabling smooth and reliable etching operations. 2. SiO2 Film Production Process: In the chip manufacturing industry, the production of SiO2 films is a critical step. Our cryogenic air separation equipment delivers ultra-pure liquid oxygen, which is used in the production of SiO2 films for the precise deposition of thin layers on semiconductor surfaces. The high purity levels of liquid oxygen contribute to the quality and uniformity of the SiO2 films, enhancing the overall performance and reliability of the chips. 3. Cleaning Process and O3 Preparation: Wafer manufacturing requires stringent cleaning processes to remove contaminants from the wafers' surfaces. Our cryogenic air separation equipment provides ultra-pure liquid oxygen that can be utilized in the cleaning process, ensuring effective removal of impurities and particles from the wafers. Additionally, liquid oxygen can be used for the preparation of ozone (O3) in wafer manufacturing. Ozone is commonly employed for surface cleaning, sterilization, and oxidation processes in the semiconductor industry. The high purity of our liquid oxygen ensures the generation of high-quality ozone for these critical manufacturing processes. 4. Research and Development: Cryogenic air separation equipment finds applications in research laboratories and institutions where ultra-pure liquid oxygen is needed for scientific experiments, material testing, and research purposes. The precision and high purity levels achieved by the equipment ensure accurate and consistent results in scientific investigations. 5. Environmental and Water Treatment: Cryogenic air separation equipment is employed in environmental applications such as wastewater treatment and air pollution control. Liquid oxygen produced through cryogenic separation processes can be used for oxidation and purification purposes, helping in the removal of contaminants and pollutants from water and air sources. 6. Energy and Combustion Processes: In certain energy and combustion processes, ultra-pure liquid oxygen is utilized to improve efficiency and optimize combustion reactions. Cryogenic air separation equipment ensures the reliable production of high-purity liquid oxygen, facilitating enhanced performance and energy optimization in these processes. We supply all kinds of small and medium sized air separation equipment, nitrogen production equipment, oxygen production equipment and liquefaction equipment, etc. Cryo Chains will continue to develop and promote industrial applications and related products to help you improve production efficiency.In addition, Cryo Chains will also provide a range of industrial services, for your business to provide full support.

Project Case
Related Products
Certifications